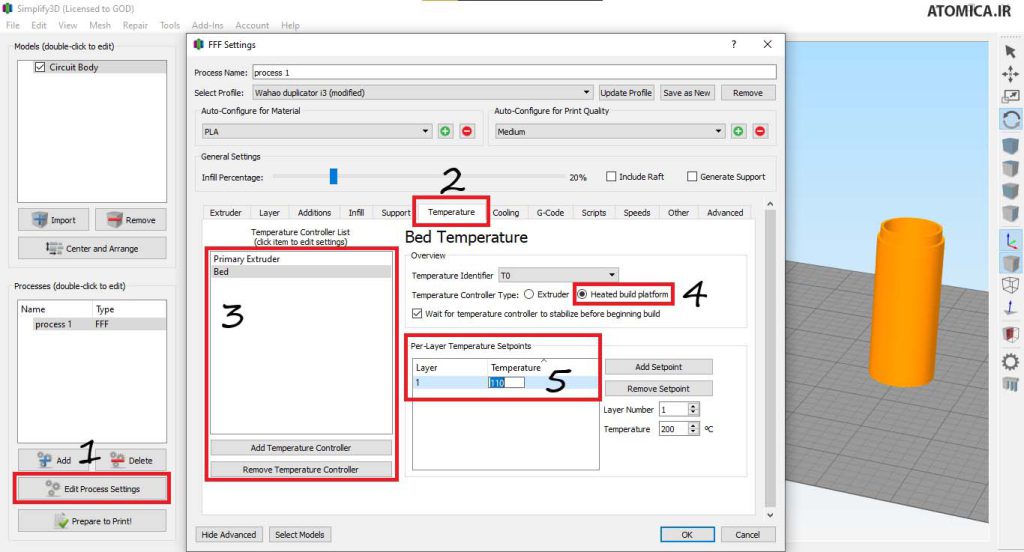
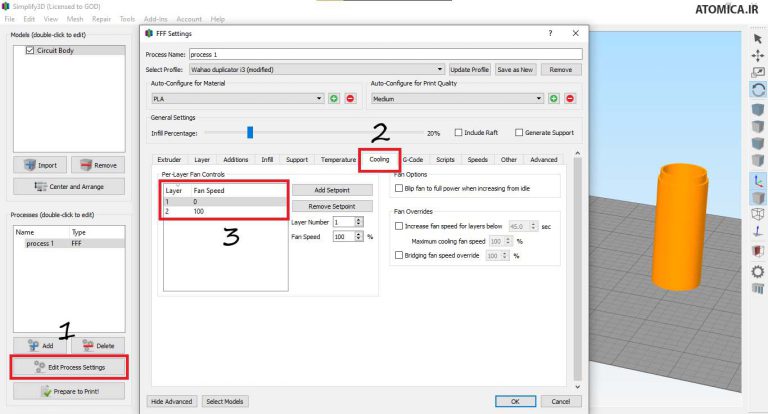
نچسبیدن لایه اول به صفحه ساخت پرینتر سه بعدی + راه حل
مطالب زیر را حتما مطالعه کنید
پرینت سه بعدی؛ آینده ساخت و تولید
پرینت سه بعدی فلزات، که با عنوان ساخت و تولید به کمک افزودنی نیز شناخته...
نمای کلی مأموریت 2020 مریخ
امروز انسان جدی تر از همیشه به دنبال نشانه های حیات در مریخ است. کاوشگر...

استقامت تا حیات! | تشریح عملیات سطحی کاوشگر استقامت
در ساعت 00.30 (به وقت ایران) روز 19 فوریه 2021 ، پرسی روی سطح مریخ فرود آمد. این یک لحظهی تاریخی برای انسانها بود؛ به اهمیت اولین قدمهای نیل آرمسترانگ روی سطح ماه!

بوزون هیگز | ذره خدا
از پنداشت تا پیدایشچرا انسان به این فکر می افتد که در بخشهای مختلف کیهان...

سه قدم جلو تر از ترس | چگونه خود را از چنگ آرزوهایمان میرباییم!
در ساعت 2:45 ظهر یک روز بارانی در لس آنجلس، پدرم در حال دم کردن...
آینههای کشسان | آشنایی با نظریه نسبیت خاص
در جهان ما هیچ چیز ساکن نیست. حتی شما، هنگامی که روی مبل نشستهاید و...
دیدگاهتان را بنویسید